努力打造中國數控機床行業品牌
![]() 臺灣原廠技術
臺灣原廠技術 ![]() ISO質量體系認證
ISO質量體系認證 ![]() 廠家直銷
廠家直銷
服務熱線:
400-106-3006
努力打造中國數控機床行業品牌
![]() 臺灣原廠技術
臺灣原廠技術 ![]() ISO質量體系認證
ISO質量體系認證 ![]() 廠家直銷
廠家直銷
服務熱線:
400-106-3006

聯系人:陳總
手機: 400-106-3006
傳真: 0523-80931188
網址://gouyb.com.cn
地址:泰州姜堰華港鎮龍溪工業園區

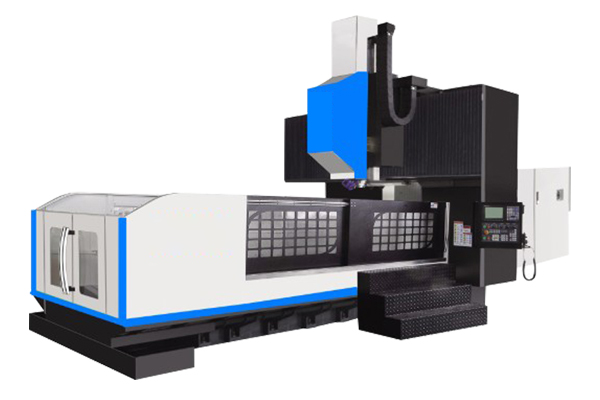
加工中心的特點,就是配備了利用計算機控制來實現的“工具自動更換功能”。常規的NC工作機需要依靠操作人員更換工具,而加工中心則能利用“更換臂”,從被稱為“工具庫”的工具收納處自動更換工加工中心加工報價具,進行加工。這樣可以省去切換的麻煩,實現制造時的無人化、省力化,削減成本。近年來,在傳統縱、橫、高3軸加工的基礎之上,新增進行旋轉運動的2軸的“5軸加工中心”面世,能夠進行更復雜形狀的加工。供應加工中心加工要制造金屬部件,一般而言除了面、槽打磨之外,還必須進行打孔、鏜(擴大孔洞)、螺旋切削等多項加工。過 去,為了進行上述加工,需要區分使用銑床、立銑刀、鉆頭、鏜削、絲錐等刀具工具。

刀庫的故障刀庫的主要故障有:加工中心加工報價刀庫不能轉動或轉動不到位;刀套不能夾緊刀具;刀套上下不到位等。刀庫不能轉動或轉動不到位 刀庫不能轉動的原因可能有:聯接電動機軸與蝸桿軸的聯軸器松動;供應加工中心加工變頻器故障,應檢查變頻器的輸入、輸出電壓是否正常;PLC無控制輸出,可能是接口板中的繼電器失效;機械連接過緊;電網電壓過低。

由于刀具磨損、重磨或者更換新刀時,編制的加工程序中有關刀具的參數會發生變化,其刀具運行軌跡會發生變化,加工中心加工報價如不及時進行調整會影響工件最終的加工精度。如重新計算刀心軌跡,并修改程序。這樣不僅耗時費力而且錯誤率極高,江蘇供應加工中心加工便捷的方法調用CNC數控系統的刀具半徑補償功能,工件編程時我們只需要根據工件的輪廓編制加工程序,系統會自動計算刀心軌跡,使刀具偏離工件輪廓一個半徑值。
立式銑床立銑頭中,主要易損件有主軸、主軸套簡及套筒體孔。這些零件,在不發生嚴重磨損以致失效的情況下一般都可做-定的修復后繼續使用。 各磨損件修復方法如下:主軸的修復: XA5032立式銑床的銑頭的主軸結構與XA6132臥式銑床銑頭主軸結構基本-致,加工中心加工報價 其修復方法可參照進行。套簡體孔的修復:套筒體孔的磨損會導致孔的圓度、圓柱度誤差增加,表面粗糙度變差。由于在正常使用下,不會產生嚴重的磨損,供應加工中心加工故-般只需 要通過研磨修復,即可恢復精度。但在修復之前需要單獨做一套研磨棒以供研磨時使用。

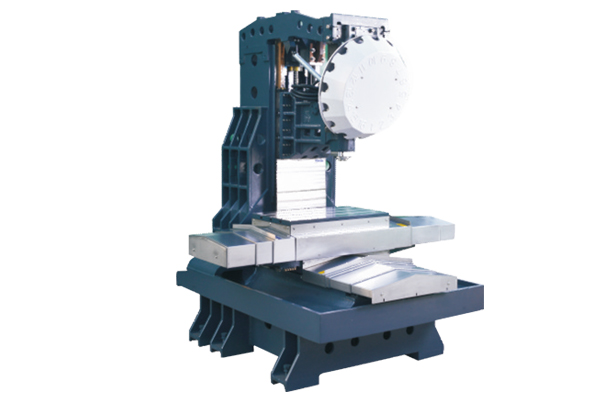
由于加工中心剛度會直接影響到生產效率以及機床的加工精度,加工中心加工報價加工中心的加工速度大大高于普通機床,電動機功率也高于同規格的普通機床,因此其結構設計的剛度也遠高于普通機床。訂貨時可按工藝要求、允許的扭矩、功率、軸力和進給力zui大值,供應加工中心加工根據制造商提供的數值進行驗算。為了獲得機床的高剛性,往往不局限于零件尺寸,而選用相對零件尺寸大1至2個規格的機床。
雙工位交換工作臺,當一個工作臺在加工區內運行,另一工作臺則在加工區外更換工件,為下一個工件的加工做準備,加工中心加工報價采用較新直驅式電機傳動機構,傳動速度快,供應加工中心加工可實現4.5S工作臺交換動作。使裝夾與加工同步進行,對加工時間短、裝夾頻繁節拍要求高的零件加工具有明顯優勢,大大提高了設備的利用率。