努力打造中國數控機床行業品牌
![]() 臺灣原廠技術
臺灣原廠技術 ![]() ISO質量體系認證
ISO質量體系認證 ![]() 廠家直銷
廠家直銷
服務熱線:
400-106-3006
努力打造中國數控機床行業品牌
![]() 臺灣原廠技術
臺灣原廠技術 ![]() ISO質量體系認證
ISO質量體系認證 ![]() 廠家直銷
廠家直銷
服務熱線:
400-106-3006

聯系人:陳總
手機: 400-106-3006
傳真: 0523-80931188
網址://gouyb.com.cn
地址:泰州姜堰華港鎮龍溪工業園區
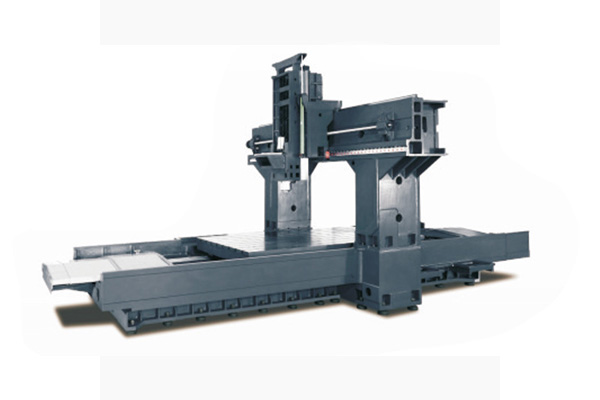
數控臥式加工中心的主軸采用寬裕電機驅動,扭矩大。良好的性價比,出廠精度按國家標準壓縮30%,屬精密級加工中心。供應加工中心加工分度臺為1×360,鼠齒盤定位,定位精度高。換刀裝置采用臺灣刀庫凸輪機械手,性能可靠,換刀時間短。五、數控臥式加工中心采用三維造型設計,美觀大方。加工中心加工廠家數控臥式加工中心采用倒‘T’型布局,立柱移動,剛性好。

準備把勾形扳手、把錘子、個起子,打開主軸箱蓋并放置平穩。用勾形扳手鉤住主軸前螺母,逆時針方向扳動。若扳不動,加工中心加工廠家可用錘子輕擊勾形扳手,哪里買數控車床,擰松螺母。旋松鎖緊螺釘,再用勾形扳手逆時針方向扳緊調整螺母,調整完后,用起子擰緊鎖緊螺釘,供應加工中心加工擰緊調整螺母。檢查主軸軸承間隙大小,用手轉動靈括,無阻滯現象,再 攻測量主軸的徑向跳動和軸向竄動,兩端數控車床報價,使其≤0 0imm,關閉主軸箱蓋,使主軸高速運轉ih,軸承溫度≤60℃即可。

臥式加工中心與普通機床相比,加工精度更高,具有非常穩定的加工質量。因此,操作人員的素質要求很高,供應加工中心加工特別是在減震器方面,應注意以下使用方法:喇叭到機器在所需的腳孔中,螺釘的滲透,腳夾緊螺母,所述螺母被放置在接觸與機器機床調平后,擰緊螺絲調平,固定水平狀態..因為橡膠的蠕變現象,無錫數控車床,在墊鐵第yi次使用時,加工中心加工廠家兩星期以后再調節一次機床水平機床橫向調整,螺母逆時針旋轉,機床向上。

臥式加工中心是指工作臺與主軸并聯的加工中心。臥式加工中心通常有三個直線運動坐標軸和一個工作臺旋轉軸。加工中心加工廠家可以用于夾裝工件-臥式加工中心,加工中心加工根據程序選擇不同的刀具,自動改變主軸速度,案編程的順序,以便完成多個用于多個這種殼體加工中心的臺階面的的處理加工大部分地區。關于臥式加工中心注意的要點。

刀庫的故障刀庫的主要故障有:加工中心加工廠家刀庫不能轉動或轉動不到位;刀套不能夾緊刀具;刀套上下不到位等。刀庫不能轉動或轉動不到位 刀庫不能轉動的原因可能有:聯接電動機軸與蝸桿軸的聯軸器松動;供應加工中心加工變頻器故障,應檢查變頻器的輸入、輸出電壓是否正常;PLC無控制輸出,可能是接口板中的繼電器失效;機械連接過緊;電網電壓過低。