努力打造中國數控機床行業品牌
![]() 臺灣原廠技術
臺灣原廠技術 ![]() ISO質量體系認證
ISO質量體系認證 ![]() 廠家直銷
廠家直銷
服務熱線:
400-106-3006
努力打造中國數控機床行業品牌
![]() 臺灣原廠技術
臺灣原廠技術 ![]() ISO質量體系認證
ISO質量體系認證 ![]() 廠家直銷
廠家直銷
服務熱線:
400-106-3006

聯系人:陳總
手機: 400-106-3006
傳真: 0523-80931188
網址://gouyb.com.cn
地址:泰州姜堰華港鎮龍溪工業園區

數控機床主軸軸承徑向和軸向游隙過大或過小是造成數控機床故障的主要原因。間隙過大會使主軸跳動,車削出來的工件產生橢圓、供應加工中心加工棱圓或波紋等,間隙過小在高轉速時會使主軸發熱而損壞。數控機床調整時,先擰松鎖緊螺釘5和螺母4,數控加工中心報價,使軸承7的內圈相對主軸錐形軸頸向右移動,數控加工中心批發,由于錐面的 作用,加工中心加工廠家軸承內圈產生徑向彈性膨脹,將滾子與內、外圈之間的間隙減少。數控機床調整合適后,應將鎖緊螺釘5和螺母4擰緊,軸承3的間隙可用螺母l調整。

準備把勾形扳手、把錘子、個起子,打開主軸箱蓋并放置平穩。用勾形扳手鉤住主軸前螺母,逆時針方向扳動。若扳不動,加工中心加工廠家可用錘子輕擊勾形扳手,哪里買數控車床,擰松螺母。旋松鎖緊螺釘,再用勾形扳手逆時針方向扳緊調整螺母,調整完后,用起子擰緊鎖緊螺釘,供應加工中心加工擰緊調整螺母。檢查主軸軸承間隙大小,用手轉動靈括,無阻滯現象,再 攻測量主軸的徑向跳動和軸向竄動,兩端數控車床報價,使其≤0 0imm,關閉主軸箱蓋,使主軸高速運轉ih,軸承溫度≤60℃即可。
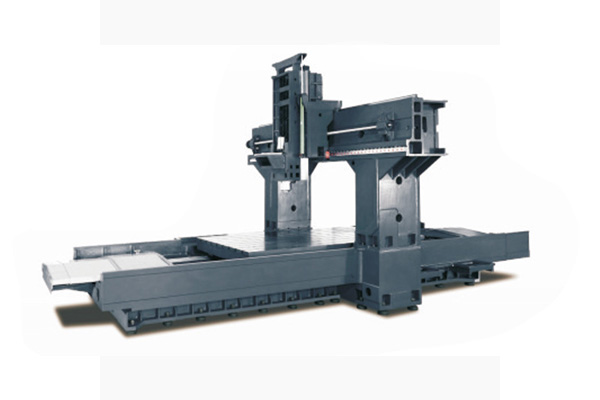
臥式加工中心是指工作臺與主軸并聯的加工中心。臥式加工中心通常有三個直線運動坐標軸和一個工作臺旋轉軸。加工中心加工廠家可以用于夾裝工件-臥式加工中心,加工中心加工根據程序選擇不同的刀具,自動改變主軸速度,案編程的順序,以便完成多個用于多個這種殼體加工中心的臺階面的的處理加工大部分地區。關于臥式加工中心注意的要點。

程序設計有絕對程序設計和相對程序設計。供應加工中心加工相對編程是指以每一直線段的起點作為加工輪廓曲線的坐標原點所確定的坐標系。也就是說,相對規劃的坐標原點經常發生變化,當位移連續時,不可避免地會出現累積誤差。絕對編程是在整個加工過程中,有相對統一的基準點,即坐標原點,所以累積誤差小于相對編程。當NC車削工件時,加工中心加工廠家工件的徑向尺寸精度一般高于軸向尺寸。因此,在編程時,最好對徑向尺寸采用絕對編程。考慮到加工和編程的方便性,軸尺寸通常采用相對編程,但對于軸的重要尺寸,絕對編程比較好。

小型五金零件運用于我們的日常生活中,供應加工中心加工小型五金零件的加工需求用到精工加工中心及其他CNC機床,但是很多買家在選購立式加工中心機床的時分有些迷茫了,自己的產品適合哪種加工中心機床加工呢,加工中心型號有很多種,不同型號的行程、義務臺大小都各不相反,我們該如何選擇適合本人產品的機床成了擺在我們面前的一個難題。加工中心加工廠家其實選擇什么樣的機床要依據你的產品大小來決議,這只是思索的加工范圍,還要思索的是加工要求。五金產品的加工要求是怎樣樣的,精度多少、光亮度要求高不初等都是選購的前提條件。