努力打造中國數控機床行業品牌
![]() 臺灣原廠技術
臺灣原廠技術 ![]() ISO質量體系認證
ISO質量體系認證 ![]() 廠家直銷
廠家直銷
服務熱線:
400-106-3006
努力打造中國數控機床行業品牌
![]() 臺灣原廠技術
臺灣原廠技術 ![]() ISO質量體系認證
ISO質量體系認證 ![]() 廠家直銷
廠家直銷
服務熱線:
400-106-3006

聯系人:陳總
手機: 400-106-3006
傳真: 0523-80931188
網址://gouyb.com.cn
地址:泰州姜堰華港鎮龍溪工業園區

臥式加工中心的類型多樣的局形式隨臥式和立式、工作臺做進給運動和軸箱進給運動的不同而不同,但從總體來看,不外乎由基礎部件、主軸部件、數控系統、自動換刀系統、自動交換托盤系統和輔助系統幾大部分構成。數控銑床無換刀系統,其布局特點與加工中心相似。龍門加工中心廠家通常采用移動式立柱,工作臺不升降,T形床身。T形床身可以做成一體,這樣剛度和精度保持性能比較好,當然其鑄造和加工工藝性差些。熱賣龍門加工中心分離式T形床身的鑄造和機械加工工藝性都大大改善,但聯接部份要用定位鍵和專用的定位銷定位,并用大尺寸螺栓緊用以保證剛度和精度。
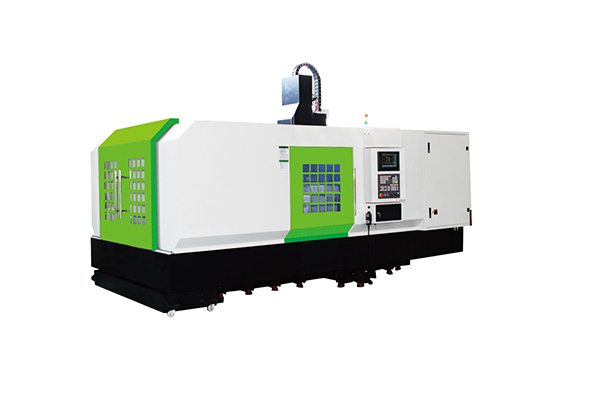
數控臥式加工中心的導軌采用款包容窄導向的設計原則,導軌淬火磨削,硬度可達hrc52以上,與其相配的導軌面貼塑,并采用間歇集中潤滑,機床運動平穩,精度保持性好。熱賣龍門加工中心數控轉臺為連續分度,采用德國進口INA平板式推力向心球軸承,以保證良好的傳動剛性與優化的減震性能,龍門加工中心廠家極大的改善了傳動系統的動態剛性,可實現15m/min快速移動速度。

所謂切削加工,就是在控制金屬等材料(加工物)與工具相對運動的同時,通過磨削、開孔,塑造出目標形狀的技術。切削加工大致可分為2類,分別是固定加工物、控制工具旋轉的“銑削”,熱賣龍門加工中心以及旋轉加工物的“車削”。銑床加工通過旋轉安裝在旋轉軸上的、名為銑刀盤的切削工具,來進行切削的加工。該工藝會用工具間斷地銼磨固定的加工物進行切削,因此不僅能將加工物表面加工成平面、曲面,還能實現打孔、切槽等各類加工。根據安裝工具的主軸的方向,銑刀盤可分為臥式、立式,還有主體呈門狀的門式等種類,可利用正面銑刀、立銑刀、槽銑刀等工具,龍門加工中心廠家將加工物加工成目標形狀。通用銑削是由操作人員手動進行操作的銑床加工。在控制工具與加工物相對移動的同時,操作人員需要自行判斷設定工具的位置、送刀、速度、切入量等加工條件。能夠實現只有手動才能達成的精細加工,獲得高品質成品。

數控車床出產廠家建議您加工時找出發生共振的工件,熱賣龍門加工中心改動頻率,避免再次發生共振;重新考慮加工工藝,編制合理的程序;步進電機中的加工速率F不能設置過大;替換同步帶;確定機床裝置牢固,放置平穩,查看拖板是否過緊,間隙增大或刀架松動等。龍門加工中心廠家另一個問題便是工件加工時的工序發生變化,但其它工序尺度。導致這種情況呈現的原因是這段程序參數不合理,不在預定軌道內,變成格局不契合說明書要求等。處理措施相對簡單,查看螺紋程序段是否呈現亂碼,或螺距不對,重新編制這段的程序。

龍門刨銑床適應轉速要求不同型號、規格和精度等級的軸承所允許的最高轉速是不同的。在相同條件下,熱賣龍門加工中心點接觸的比線接觸的高;圓柱滾子比圈錐滾子高。因此,應綜合考慮對主軸部件剛度和轉速兩方面的要求來選擇軸承配置形式。龍門刨銑床適應精度的要求主軸部件承受軸向七的推力軸承配置方式直接影響主軸的軸向位置精度。龍門加工中心廠家常用的三種配置形式的工作性能和應用范圍。前端定位時,主軸受熱變形向后延伸,不形響加工精度、但前支承結構復雜,調整軸承間隙較不方便,前支承處發熱l量較大。后端定位的特點與上述相反。兩端定位時,主軸受熱伸長時軸承軸向間隙的改變較大。