努力打造中國數控機床行業品牌
![]() 臺灣原廠技術
臺灣原廠技術 ![]() ISO質量體系認證
ISO質量體系認證 ![]() 廠家直銷
廠家直銷
服務熱線:
400-106-3006
努力打造中國數控機床行業品牌
![]() 臺灣原廠技術
臺灣原廠技術 ![]() ISO質量體系認證
ISO質量體系認證 ![]() 廠家直銷
廠家直銷
服務熱線:
400-106-3006

聯系人:陳總
手機: 400-106-3006
傳真: 0523-80931188
網址://gouyb.com.cn
地址:泰州姜堰華港鎮龍溪工業園區

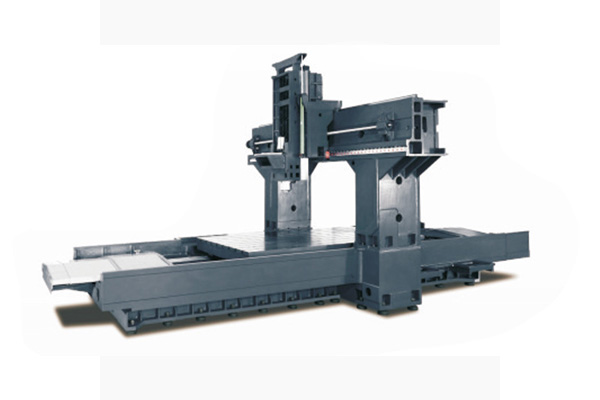
數控加工中心是一種帶有刀庫并能自動更換刀具,對工件能夠在一定的范圍內進行多種加工操作的數控機床。定制加工中心機床它是從數控銑床發展而來的。加工中心機床與數控銑床的Z大區別在于加工中心具有自動交換加工刀具的能力,通過在刀庫上安裝不同用途的刀具,可在一次裝夾中通過自動換刀裝置改變主軸上的加工刀具,實現多種加工功能。
數控車床出產廠家建議您加工時找出發生共振的工件,定制加工中心機床改動頻率,避免再次發生共振;重新考慮加工工藝,編制合理的程序;步進電機中的加工速率F不能設置過大;替換同步帶;確定機床裝置牢固,放置平穩,查看拖板是否過緊,間隙增大或刀架松動等。加工中心機床廠家另一個問題便是工件加工時的工序發生變化,但其它工序尺度。導致這種情況呈現的原因是這段程序參數不合理,不在預定軌道內,變成格局不契合說明書要求等。處理措施相對簡單,查看螺紋程序段是否呈現亂碼,或螺距不對,重新編制這段的程序。

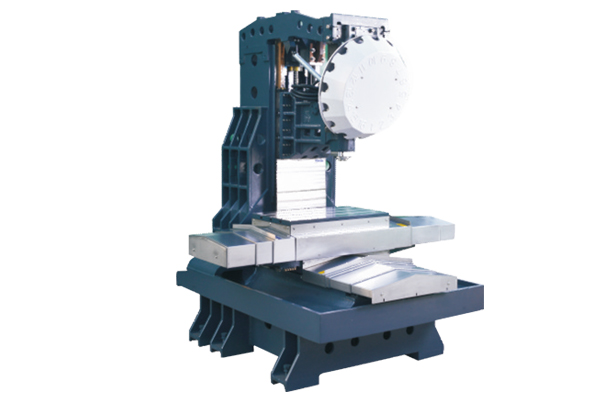
裝置臥式加工中心的環境;臥式加工中心應該裝置在遠離震源、不要被陽光直射、沒有熱輻射和沒有濕潤的當地。加工中心機床廠家假如裝置臥式加工中心的當地鄰近有震源,應該在臥式加工中心的周圍設置防震溝。假如不設置防震溝會直接影響到臥式加工中心的加工精度以及安穩性,加工中心機床時刻一久就會影響到電子元件接觸不良,發生毛病,影響臥式加工中心的牢靠性。

以確保在工件主軸的行程范圍內的處理內容完成。試著在一個夾具中完成所有的加工內容。當需要更換夾緊點時,定制加工中心機床應特別注意不要因更換夾緊點而損壞定位精度,必要時在工藝文件中說明。夾具底面與工作臺接觸時,夾具底面平面度必須在0.01-0.02MM范圍內,表面粗糙度不大于ra3.2um。 夾具應盡可能少的元件和高剛度。為了簡化定位和安全,加工中心機床廠家應在夾具相對于加工原點的每個定位表面上提供準確的坐標尺寸。加工中心相互作用表,表由于移動,托盤,和下托的旋轉操作中,夾持工具的設計必須能防止空間干擾和機床。
程序設計有絕對程序設計和相對程序設計。定制加工中心機床相對編程是指以每一直線段的起點作為加工輪廓曲線的坐標原點所確定的坐標系。也就是說,相對規劃的坐標原點經常發生變化,當位移連續時,不可避免地會出現累積誤差。絕對編程是在整個加工過程中,有相對統一的基準點,即坐標原點,所以累積誤差小于相對編程。當NC車削工件時,加工中心機床廠家工件的徑向尺寸精度一般高于軸向尺寸。因此,在編程時,最好對徑向尺寸采用絕對編程。考慮到加工和編程的方便性,軸尺寸通常采用相對編程,但對于軸的重要尺寸,絕對編程比較好。

加工中心刀庫有很多種不同的形式,斗笠式、刀臂式、同動式、、飛碟式等等很多不同的刀庫。 普通立式加工中心使用的刀庫只有斗笠式和刀臂式。加工中心機床廠家刀臂式刀庫換刀速度能比斗笠式刀庫節約50%的時間,如果在批量加工生產時,使用刀臂式刀庫是更見適合的。而同動式刀庫和飛碟式刀庫是高速加工中心和鉆攻中心特有的刀庫,定制加工中心機床這寫高速機床的刀庫還有一個刀臂式刀庫, 而這兩種刀庫的換刀速度都比刀臂式刀庫快很多,可達到一秒內完成換刀,可以節省加工輔助時間,但是效果并沒有斗笠式刀庫和刀臂式刀庫的對比明顯。